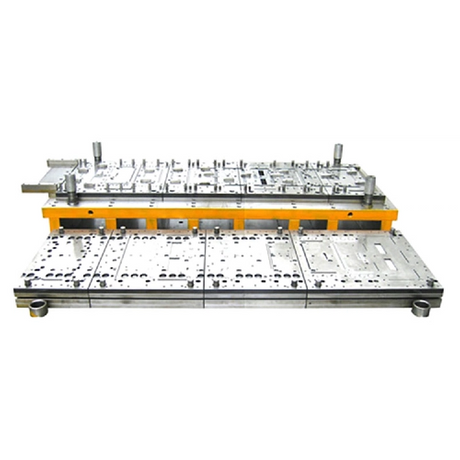
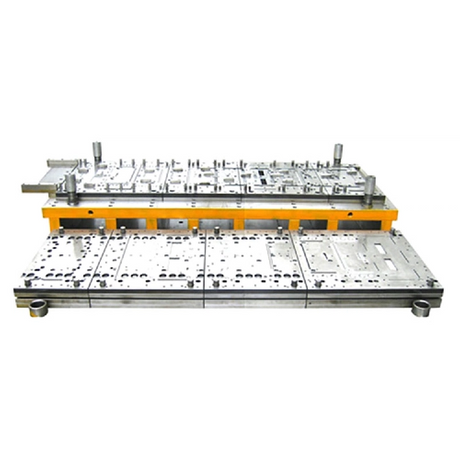
เนื่องจากการพัฒนาอย่างรวดเร็วของสติปัญญา (ปัจจุบันมีประสิทธิภาพสูงและมีความแม่นยำสูง) ผู้ผลิตปั๊มขึ้นรูปจำนวนมากขึ้นจึงเลือกสายการผลิตอัตโนมัติสำหรับการผลิตปั๊มขึ้นรูป เนื่องจากอัตราการใช้วัสดุสามารถปรับปรุงได้อย่างมากการผลิตด้วยวิธีนี้สามารถลดการสูญเสียแรงงานในแต่ละกระบวนการและปรับปรุงความแม่นยำและประสิทธิภาพการผลิตของผลิตภัณฑ์แปรรูปได้อย่างไรก็ตาม จำเป็นต้องเจาะสิ่งเหล่านี้ด้วยชั้นวางวัสดุอัตโนมัติ เครื่องปรับระดับที่แม่นยำ เครื่องป้อนอัตโนมัติ เพื่อทดแทนการป้อนด้วยมือแบบเดิมให้เสร็จสมบูรณ์
เพราะว่า ตัวป้อนเซอร์โว กด มีแอพพลิเคชั่นที่หลากหลายและติดตั้งและแก้ไขจุดบกพร่องได้ง่าย ทำให้ลูกค้าจำนวนมากชื่นชอบมากขึ้นปัจจุบันมีเครื่องป้อนอัตโนมัติแบบ power press จำนวนมาก (the กดป้อนเซอร์โว เรียกอีกอย่างว่าเครื่องป้อนเซอร์โว NC, เครื่องป้อน NC)ต่อไป เราจะติดตาม KINGLAN เพื่อเรียนรู้วิธีการทำงานที่ถูกต้องของ NC กดป้อนเซอร์โว:
1.สตาร์ทเครื่องด้านหน้าที่รองรับไลน์การผลิต (ปกติจะเป็นเครื่องปรับระดับ ในบางครั้งถ้าไม่จำเป็นต้องปรับระดับวัสดุก็เป็นโครงวัสดุ) เพื่อให้ปล่อยวัสดุได้ช้าๆ
2. ตัวป้อนจะป้อนและปรับความหนาของวัสดุยกที่จับปลดล็อคของเครื่องป้อน ป้อนหัวป้อนวัสดุระหว่างลูกกลิ้งบนและล่างของเครื่องป้อน ปล่อยให้มันผ่านลูกกลิ้ง ลดที่จับปลดล็อค จากนั้นคลายสกรูยึดของที่จับปรับความหนา ปรับที่จับขึ้นและ ลง ให้วงเล็บผ่อนคลายรักษาช่องว่างประมาณ 5 มม. ก่อนและหลังการสวิงหลังจากยืนยันข้อผิดพลาดแล้ว ให้ล็อคสกรูยึด
3. ปรับเวลาเริ่มต้นการป้อนตามข้อกำหนดกระบวนการปั๊มจริงจริงๆ แล้วเวลาในการป้อนคือมุมการป้อน ซึ่งเป็นมุมที่เพลาข้อเหวี่ยงของเครื่องเจาะเริ่มป้อนการตั้งค่านั้นง่ายมากโดยปกติ คุณเพียงแค่ต้องป้อนมุมการเจาะของเวลาป้อนบนหน้าจอสัมผัสในการเจาะเท่านั้น
4. ปรับอุปกรณ์ผ่อนคลายตัวป้อนตามความต้องการของกระบวนการปั๊มจริงวิธีการปรับคือ: เมื่อสอดหมุดนำทางด้านในของแม่พิมพ์เข้าไปในรูนำทาง ให้ปรับสกรูคลายตัวเพื่อให้สามารถสัมผัส Palin บนตัวเครื่องหลักของเครื่องป้อนได้ เพื่อให้ลูกกลิ้งด้านบนสามารถทิ้งวัสดุไว้ภายในได้ 0.5 มม. และผ่อนคลายวัสดุอย่างสมบูรณ์หลังจากการยืนยันถูกต้องแล้ว ก็สามารถล็อคน็อตยึดได้
5. การตั้งค่าพารามิเตอร์พื้นฐานของตัวป้อนหลังจากตั้งค่าความยาวและจำนวนครั้งในการป้อนบนแผงของกล่องควบคุมไฟฟ้าแล้ว ให้พิจารณาสถานการณ์จริงและตั้งค่าความเร็วในการป้อนตามนั้น