ด้วยความก้าวหน้าอย่างต่อเนื่องของวิทยาศาสตร์และเทคโนโลยี ระดับโดยรวมของระบบอัตโนมัติทางอุตสาหกรรมได้รับการปรับปรุงอย่างมาก
เครื่องป้อนอัตโนมัติสำหรับการกดไฟ เป็นอุปกรณ์อัตโนมัติชนิดหนึ่งที่จ่ายวัสดุอัตโนมัติและช่วยเหลือการผลิตในโรงงานมันเป็นส่วนที่ขาดไม่ได้ในชีวิตและการผลิตของมนุษย์บทความนี้จะศึกษาการขนส่งและการวางตำแหน่งการโหลดของแหวนยึดสกรูโดยใช้ตัวป้อนอัตโนมัติสำหรับการกดกำลัง และใช้สติปัญญาในการควบคุมและปรับปรุงด้วยโปรแกรมเมอร์ลอจิกที่ตั้งโปรแกรมได้
ปัจจุบันเครื่องป้อนที่ใช้กันทั่วไปไม่ว่าจะเป็นเครื่องป้อนอากาศ, เครื่องป้อนลูกกลิ้ง, เครื่องป้อน NC, เครื่องป้อนเกียร์หรือเครื่องป้อนคลิปความเร็วสูงประกอบด้วยชั้นวางวัสดุ, เครื่องปรับระดับ, อุปกรณ์ให้อาหาร (เครื่องป้อน), หมัดและแม่พิมพ์ต่อเนื่อง, การป้อน อุปกรณ์ (ตัวป้อน)อุปกรณ์เหล่านี้สร้างสายการผลิตปั๊มอัตโนมัติที่สมบูรณ์ [1] ไปตามทิศทางของการป้อนวัสดุตามลำดับบทความนี้ศึกษาความแม่นยำในการปั๊มและการวางตำแหน่งของเครื่องกดแหวนยึดสกรูที่ควบคุมโดย PLC รวมถึงแนวโน้มการพัฒนาและการใช้งานโปรเซสเซอร์ที่ตั้งโปรแกรมได้ใช้เพื่อลดข้อผิดพลาดในเวลาเดียวกัน มีการศึกษาการวิเคราะห์ความน่าเชื่อถือและวิธีการจัดการข้อผิดพลาดเพื่อปรับปรุงความแม่นยำและประสิทธิภาพในการประมวลผล
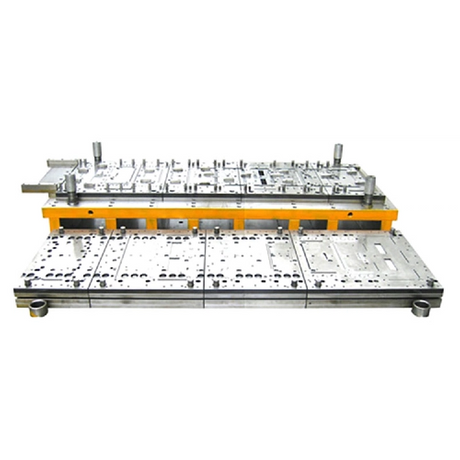
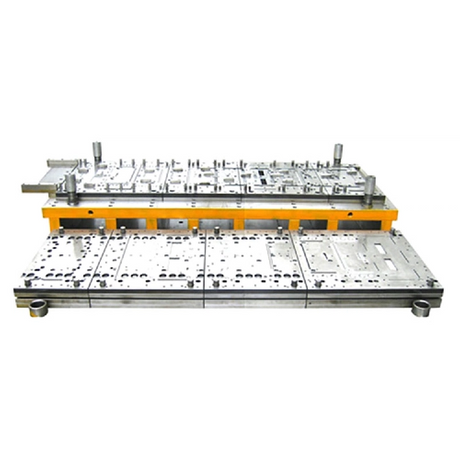
โครงสร้างและหลักการของ เครื่องป้อนอัตโนมัติสำหรับ Power Press
ฐานของเครื่องปั๊มและฐานของเครื่องป้อนอัตโนมัติสำหรับการกดไฟได้รับการแก้ไขบนโต๊ะทำงานส่วนของตัวป้อนอัตโนมัติสำหรับการกดไฟอยู่ด้านหลังส่วนบนของสิ่งที่มองข้ามคือถาดสั่นสะเทือนและรางป้อนสกรูของเครื่องป้อนอัตโนมัติส่วนยึดสกรูหรือชิ้นงานจะเข้าสู่รางป้อนสกรูผ่านถาดสั่นสะเทือน จากนั้นจะเข้าสู่ตำแหน่งกดล่วงหน้าไปตามรางป้อนสกรูมอเตอร์ที่ใช้ขับเคลื่อนถาดสั่นสะเทือนคือมอเตอร์เซอร์โวเอซีมอเตอร์เซอร์โว AC มีความแม่นยำและความไวสูงมอเตอร์ตั้งอยู่ที่ฐานระบบวงปิดจะควบคุมความเสถียรโดยรวมของเครื่องป้อนอัตโนมัติสำหรับการกดแบบกดใต้ตัวยึดสกรู
ประการแรก ผู้ปฏิบัติงานวางวงแหวนยกที่สึกหรอไว้บนเครื่องมือ และเซ็นเซอร์จะตรวจจับการมีอยู่ของชิ้นงาน และส่งสัญญาณการตรวจจับไปยังโปรเซสเซอร์ PLC ซึ่งควบคุมการทำงานของกระบอกสูบ และอุปกรณ์จะตรวจจับความยาวรวมของ สายฟ้าแบบเรียลไทม์เริ่มต้นอุปกรณ์ และชิ้นงานได้รับตำแหน่งล่วงหน้าแล้ว และสัญญาณการตรวจจับจะถูกส่งไปยังโปรเซสเซอร์ PLC ซึ่งควบคุมการทำงานของอุปกรณ์ส่งสัญญาณ และเคลื่อนวงแหวนยึดสกรูผ่านอุปกรณ์ป้อนและจานสั่นสะเทือน [3] .เมื่อเซ็นเซอร์กำหนดตำแหน่งตรวจพบว่าชิ้นงานอยู่ในตำแหน่งที่กำหนดไว้ เซ็นเซอร์จะส่งสัญญาณไปยังระบบควบคุมหลังจากรับสัญญาณแล้ว ระบบควบคุมจะส่งคำสั่งไปยังโปรเซสเซอร์ PLC เพื่อควบคุมการทำงานของกระบอกสูบหากไม่เป็นไปตามข้อกำหนด อุปกรณ์จะไม่เริ่มทำงานในทางตรงกันข้าม อุปกรณ์จะสตาร์ทและส่งแหวนยึดสกรูไปที่ด้านบนของสลักเกลียวโดยอัตโนมัติ และอุปกรณ์จะเริ่มกดลง
เมื่อแรงดันด้านล่างของอุปกรณ์ถึงตำแหน่งจำกัดของชิ้นงาน ความสูงรวมของฟิกซ์เจอร์ (ปลอกและปะเก็น ฯลฯ) บนโบลต์จะถูกตรวจจับโดยดิสเพลสเมนต์เซนเซอร์หากความสูงทั้งหมดไม่ตรงกับพารามิเตอร์ที่ตั้งไว้ล่วงหน้าของอุปกรณ์ อุปกรณ์จะหยุดทำงานด้วยเสียงเตือนมิฉะนั้นความดันลงจะเสร็จสมบูรณ์เมื่อชิ้นงานได้รับการประมวลผล ตัวประมวลผล PLC จะควบคุมกระบอกจับยึดให้คลายตัว และย้ายชิ้นงานไปยังตำแหน่งที่เหมาะสมมันจะเอาชิ้นงานที่ถูกประมวลผลออก และใส่ลงในชิ้นงานที่ยังไม่แปรรูป และหมุนเวียนการประมวลผลเช่นนี้ระบบจับยึดแบบยืดหยุ่นแบบนิวแมติกส่วนใหญ่ประกอบด้วย: อุปกรณ์ควบคุม อุปกรณ์ตรวจจับ อุปกรณ์กำหนดตำแหน่ง อุปกรณ์จับยึด และอุปกรณ์ถอดชิ้นงาน